Article Archives
Sampling & Grading Sunflower
Saturday, August 14, 2021
filed under: Marketing/Risk Management
 NDGI’s Fargo, N.D., national headquarters
NDGI’s Fargo, N.D., national headquarters
Photo credit: Don Lilleboe
Whether you are a sunflower grower, an elevator manager, a grain merchandiser or an oilseed processor, you know first-hand how important accurate sampling and grading of the harvested crop is when it comes to marketing the products. With that in mind, The Sunflower sat down with Mark Adams, quality assurance manager for North Dakota Grain Inspection (NDGI), to talk about how they sample and grade sunflower seeds, both oil-type and nonoil.
NDGI, based at its new headquarters south of Fargo, is one of the largest agencies in the nation federally licensed to sample and grade grain under the U.S. Grain Standards Act and the Agricultural Marketing Act. It currently operates in eight states: North Dakota, South Dakota, Minnesota, Missouri, Illinois, Indiana, Ohio and Michigan. Along with its Fargo headquarters, NDGI also has primary offices in Sauget, Ill., Daleville, Ind., and Circleville and Bucyrus, Ohio.
Steve Adams, Mark’s grandfather, was one of just three employees of NDGI in the late 1960s. He went on to purchase the company and expand its services and facilities. Now the company’s chairman, he later was joined by his son — and Mark’s father — Mike, who serves as NDGI’s president. The company has since expanded to where it now counts about 170 employees across its eight-state service area. Of those, about half are based at the Fargo headquarters.
The following is a summary of our conversation with NDGI’s Mark Adams. — Don Lilleboe
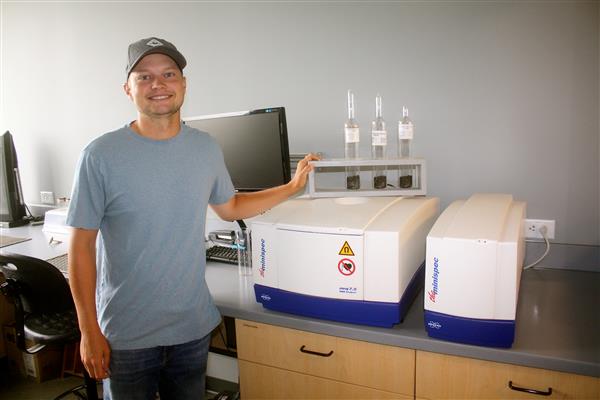 Mark Adams, quality assurance manager with NDGI,
Mark Adams, quality assurance manager with NDGI,
is shown with the NMR machine that measures
oil content in sunflower seeds.
Photo credit: Don Lilleboe
What agricultural commodities does NDGI currently sample and grade?
Some are the ‘big ones,’ like wheat, corn, soybeans and sunflower. We also do flax, canola, sorghum, rye, barley, triticale, oats, edible beans, peas and lentils.
We are governed by the Federal Grain Inspection Service (FGIS). A lot of the crops we work with fall under FGIS and its regulations. But we also do certain tests on other commodities as well.
Who are your customers?
The majority are grain elevators. We also serve different kinds of processors, like the processors of oil sunflower, flax and canola; also, edible bean processors who bag the beans for food.
Plus, we work for farmers who need to submit a sample if they’re questioning their product or simply want to know the quality. That can be for any reason. Maybe he’s just taking samples from the field while he’s harvesting to see if his crop is ready. Or, he has taken something to an elevator and wants it double-checked. We also do it for insurance adjusting purposes.
What turnaround time do you shoot for?
We strive for a 24-hour turnaround time. That’s something we take very seriously. We know how much those timely results mean to farmers and processors.
In our Fargo location, we always have a night crew on duty. Main hours for our day crew are 5:30 a.m. to 1:30 p.m. Then the night crew comes in around 4:00 p.m., and they’ll work until things are done.
For sunflower specifically, what types of services does NDGI provide? And, what size sample do you require?
With sunflower, a 600-gram sample is the minimum we need to perform the tests.
The main ones we do for oil-type sunflower are test weight, moisture, damage, foreign material and, of course, oil content.
When measuring oil content, we use NMR — nuclear magnetic resonance. That’s the method specified under FGIS. We use a Bruker MiniSpec for this. We’ll take a sunflower sample and remove all the foreign material; then we’ll dry it in an oven for three hours. We weigh it and put it in a test tube [inside the NMR unit]. It activates the hydrogen molecules and counts them. And that’s how it determines the oil percentage.
Grading for foreign material is a two-step process. First we run it through the dockage tester — basically just a giant machine with sieves — and it shakes the samples, separating out the various sizes of foreign material. We’ll combine all that, and then our grain inspectors handpick a smaller portion. We’ll add those percentages, and that gives us a total FM.
Test weight is pretty straightforward. The equipment is simply a metal cup with a funnel over it, and it’s very precise in its middle. We measure the test weight kettle using water volume to ensure its accuracy. It’s dropped through, leveled off and then weighed.
The test weight measuring is done after the removal of the mechanically separated foreign material. After it is run through the dockage tester, we’ll do the test weight — and then do the handpicked portion after that.
We also look for heat damage in oil sunflower. We’ll run a sample through a pearler — essentially a barley pearler. It hulls the seeds so we can examine the kernel itself, looking for discoloration.
Speaking to confection sunflower, what are some of the specific tests and grades that NDGI conducts?
Sizing is one, of course. The customer requests what size sieve they’d like it shaken over. We just shake it, and anything over that size — for example, a 22 mm — we’ll just record the percentage “over a 22 mm round-hole sieve.”
To measure dark roast in confections, we start by pearling the sunflower seeds, removing the hull. We’ll blow out the hulls and then, once we have just the kernel left, we deep-fry them for one minute. After a minute, the “dark roast kernels” will get exponentially darker than the rest — and we’ll then provide a count of those dark kernels.
For insect damage in confections, we look for portions that are eaten or just pinholes in the hulls. We’ll cut out a small portion of the sample and handpick that to look for pinholes.
Sclerotinia is usually lumped in with the foreign material percentage in confections. But sometimes the customer will ask for a Sclerotinia count, so then we’ll handpick the bodies out to give an actual percentage.
How and why do grading results sometimes vary from lab to lab or from lot to lot?
As long as you are going to an official lab, operating under FGIS standards, variance should be minimal; we are all under the same guidelines.
However, we work with a “grown” product; it’s not completely homogeneous. So even if you take two samples right next to each other from the same lot, there can be some variance.
Also, a lot of people wonder why there’s variance between a processor and an official lab. Well, the processor may have different specifications — perhaps tighter tolerances, perhaps looser ones. So if you do notice a difference, it’s always good to ask both parties how they do their measuring. We as a FGIS-sanctioned lab have very set guidelines; but the processor might have different criteria they need to meet.
Probably the biggest reason for sample variance is the sampling method itself. We use a very precise method for sampling, using either triers or probes. And we have to probe a certain number of times and in certain areas of rail cars, bags, etc. You’ll get a very different result if you don’t have a probe or if you just scoop the sample off the top of a truck.
Across all commodities, that’s the biggest reason we see variance.
 Part of NDGI’s Fargo lab, including dockage testers, the NIRT protein machine,
Part of NDGI’s Fargo lab, including dockage testers, the NIRT protein machine,
sieve shakers, scales and sample breakdown equipment.
Photo credit: Don Lilleboe